

Broaching is a machining process using a cutting tool with teeth that increase in size from front to back. In many cases, an entire surface (or multiple surfaces) can be finished in a single pass with broaching. The technique is most often applied to finish holes, splines and flat surfaces.
Broaching is a relatively new machining process, developed in the 1850s with metal-specific applications. Originally, broaching was used to perform work on internal characteristics, like keyholes in pulleys and gears. During the 20th century, broaching was further developed for use in firearms, and subsequent developments have dramatically improved tolerances and made broaching more versatile for modern machine shops.
How Broaching Works
The cutting tool used in broaching is called a "broach." This linear, toothed cutting tool resembles a saw in profile, but width and tooth configuration can vary significantly. Broach teeth are precisely designed so that each tooth stands slightly higher than the last. As the broach passes along the workpiece, each tooth makes a small cut in the surface and carries a chip away from the workpiece. The difference in height between the first tooth and the last tooth is called the "rise," and represents the maximum amount of material a broach can remove.

Cutting Tools Used for Broaching
The process of broaching is relatively simple, with a broaching machine moving the broach linearly along the workpiece surface with sufficient force as to remove material. Broaches themselves, however, are more complex than many cutting tools. Broaches are often designed for specific jobs, and they can take on many shapes and sizes. There are several broach categories that relate to the work being performed and the broaching machine used to supply the force.
- Push broach: tool designed to be pushed by the broaching machine
- Pull broach: tool designed to be pulled by the broaching machine
- Stationary broach: tool designed to remain stationary while a machine moves the workpiece
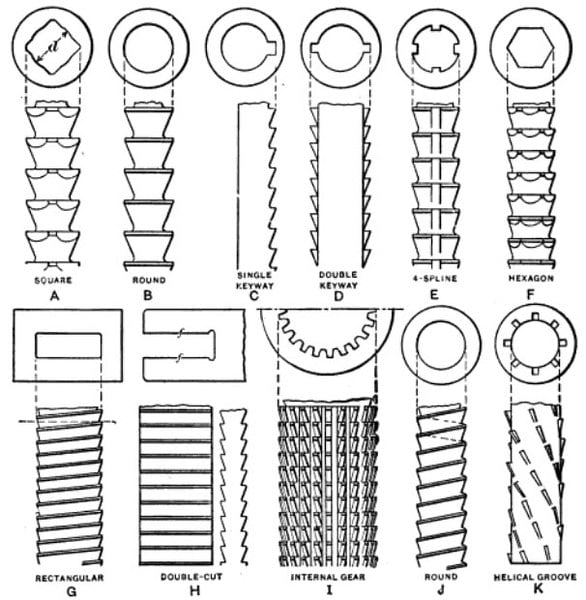
Within these subtypes, broaches can vary in terms of tooth configuration and cross-section. The simplest broaches, designed to cut a single surface, may be rectangular in cross section with a single set of cutting teeth. Because broaches often cut internal characteristics, their cross sections vary extensively depending on the work being performed. The image at the top of this article illustrates several examples of broach cross sections and tooth configurations.
Furthermore, broaches themselves can be manufactured a number of different ways. Solid broaches are the most common and least expensive to make, and consist of a broach machined from a single piece of material. Other broaches consist of a strong shaft with cutting teeth attached around the parameter. These teeth can then be removed, but the shaft can be re-used with different tooth configurations. Large broaches are often assembled in sections, so that some rows can be separated for sharpening or replacing while other rows remain installed on the shaft.
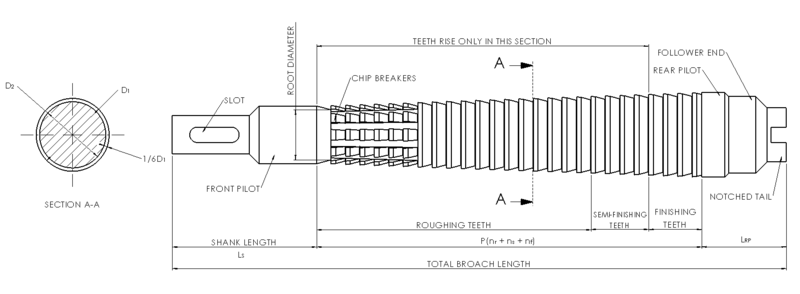
Various components of each broach serve specific purposes. The first few rows of teeth to come in contact with the workpiece are known as "chip breakers," while the last few rows of teeth are often "finishing teeth." Middle teeth are designated for various purposes, from roughing to semi-finishing.
The following diagram, shared through Creative Commons Attribution-Share Alike 3.0 Unported, illustrates the components of a pull broach.
Types of Broaching Machines
Simple broaching can be performed with an arbor press, but more complex operations require dedicated broaching machines. Several characteristics of broaches depend on the machine that will be used to move them across the workpiece. As mentioned above, some broaching machines pull the cutting tool while others push it. Traditional broaching machines are oriented vertically, moving the broach in an upward or downward direction. Others are oriented horizontally, and because they often hold the cutting tools in braces they can accommodate longer lengths without significant bending. Some broaching machine types include:
- Vertical pull-down broach machines: the pilot end of the broach is attached below the workpiece, with the chip breakers above the workpiece. The machine then pulls the broach downward so that all teeth pass along the workpiece.
- Continuous surface-broaching machines: broaches are stationary and the workpiece is pulled or pushed past the teeth in succession.
- Rotary broaching machines: workpieces are held in fixtures on a rotating table that passes them across stationary broaches. With the right configuration, rotary broaching can also be performed in a lathe.
Advantages of Broaching
Broaching can be an ideal process for many CNC machining applications. One key advantage to broaching is that machine operators can perform broaching operations with little training. Because the complexity is built into the tool itself, very few parameters require adjusting during production. Perhaps most importantly, broaching can save time because the cutting process itself is rapid and easily repeatable.
Compared to sawing and grinding, however, broaching often acts on workpieces with greater force. Machining professionals must ensure that the workpiece material is strong enough to withstand the forces involved in broaching. Furthermore, if internal broaching is required, a hole must be made in the workpiece by casting or drilling before broaching is possible.
Ultimately, the choice to utilize broaching over other machining processes often comes down to three factors: volume, equipment and cut. In some cases standard broach designs can be used, but custom broaches are expensive to produce and so require high production volumes to be economically viable. Broaching machines are not as common in machine shops as mills, lathes and drills, so other processes may be used in order to avoid outsourcing or purchasing new equipment. Still, there are many cases when broaching is the only way to cut material in the desired pattern. Even with tooling adjustments milling machines, lathes, drills or bores cannot produce all the characteristics possible with broaching.
More from our series "What Precision Machine Shops Do"
Learn more about CNC equipment and techniques from our free ebook, the CNC Machining Process Guide
Tags: Processes, Machining, CNC Machining, Eagle CNC, What Precision Machine Shops Do, broaching

Written by Nik Seyferth
Nik is President of Eagle CNC Technologies in Muskegon, MI.