


Every metalcasting process has unique tooling requirements. In sand casting, actual molds and cores are expendable, but tooling elements are more permanent. Shell mold casting tooling includes pattern plates, coreboxes, cavities, ejection systems and gating. All of these separate parts come together to allow precise formation of shell molded parts, whether the foundry is doing a run of 100 or 100,000 parts. A variety of metalforming techniques can be used to create tooling for shell mold casting, and the ideal process should strike a balance between quality, longevity and price.
Anyone familiar with the shell mold casting process knows that molds are formed by coating a pattern with resin-bonded sand and applying heat to cure the shell. For a shell molding refresher, download our free e-book, The Shell Mold Process Guide.
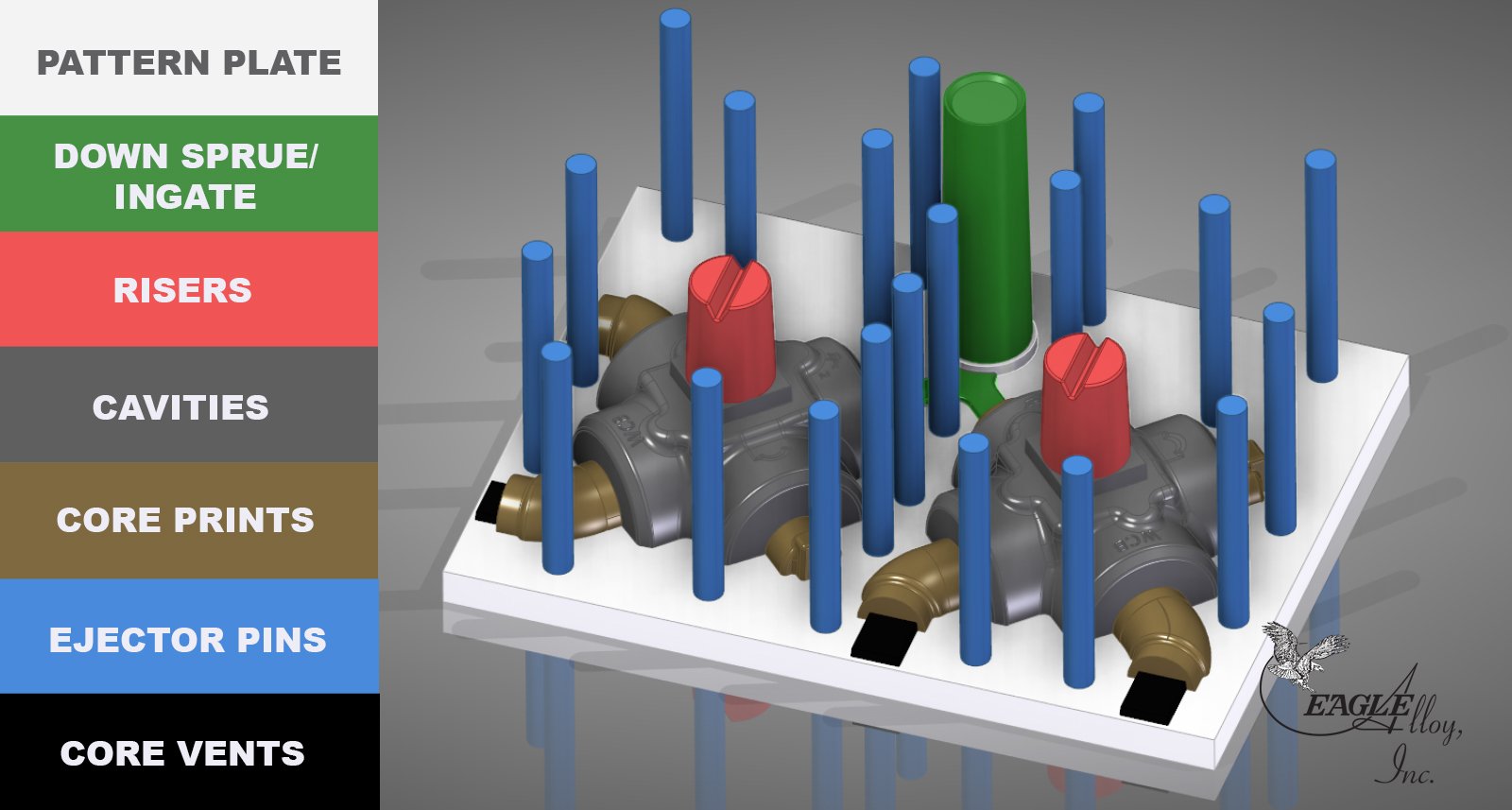
Each tooling component plays a unique role in the process, as outlined below:
- Pattern plates: Each half of the mold, the cope and the drag, has a corresponding pattern plate, also known as the parting line.
- Cavities: Attached to the pattern plate, cavities are positive replicas of the part to be cast, but with slightly different dimensions to account for shrinkage.
- Pattern inserts: These standardized inserts are used to create variable markings on parts that use the same pattern. Examples are serial numbers, alloy designations, geographical markers and logos. They are attached to patterns through blind-hole bolting so fastening hardware does not appear on the final casting.
- Coreboxes: Since cores form hollow cavities within the final product, coreboxes are replicas of the part's hollow cavity, also taking shrinkage into account.
- Ejection systems: After the hardened sand shell coats the pattern plate, a system is needed to separate the mold from the pattern. Ejector pins attached to the pattern connect with plates in the shell machine, and operators actuate the ejector system to release each shell mold.
- Gating: In the final shell mold assembly, gating will allow molten metal to flow into the mold cavity to form the part. Gating components are more standardized than pattern plates, so they are often bolted on instead of being formed into the pattern itself. If gating starts to wear before the pattern plate, it can be replaced.
Tooling Design and Production for Shell Mold Casting
At Eagle Alloy, customers are responsible for the final part design. Our job as the foundry is to take that design and produce a casting that performs and looks as expected. One aspect of our work is to translate part design into tooling. For every new part, we work with the customer through a rigorous Advanced Planning Quality Process (APQP) to ensure the final parts will meet or exceed all expectations for performance, durability and longevity. Once the APQ process is complete, Eagle Alloy engineers work directly with tooling suppliers to design and produce the patterns, coreboxes and other tooling elements as required by the project.
Tooling production is where shell mold casting differs from other sand casting processes like airset and greensand. When resin-coated sand is applied to the pattern or corebox, the tooling is heated to temperatures between 350 and 700 degrees F. That means plastic, wood and aluminum–common materials for tooling in other sand casting methods–are not options for shell mold casting. Eagle Alloy uses various grades of iron for standard tooling because of its high resistance to heat fatigue, good machinability and excellent durability. For larger volumes, steel tooling can further increase tooling longevity.
While production processes are limited by the alloys needed for shell mold tooling, a number of techniques are commonly used. Many of our pattern plates are rolled or formed to rough dimensions, then machined to their final shape. Ejector pins are also custom-formed and machined to achieve final length and diameter. In some cases, we produce tooling that is cast to shape and machined to final size, which helps speed up the onboarding process for new products. When the pattern plate or corebox is ready, gating is bolted on in the final step.
Costs of Tooling for Shell Mold Casting
Tooling is one of the key fixed costs for any manufacturing operation, and shell mold casting is no exception. While the foundry is responsible for designing the tooling, the customer often maintains ownership of the patterns, coreboxes and other tooling elements. Shell mold casting tooling often costs between $1,500 and $5,000, and the price is affected by the following factors.
One major factor that affects tooling costs is volume. In cases of especially large volume, tooling will need to undergo periodic maintenance or even replacement. Typical iron pattern tooling will last approximately 300,000 impressions, while iron coreboxes can reach approximately 250,000 shots. Steel patterns and coreboxes can last nearly twice as long, often exceeding 500,000 impressions or shots. While it lasts longer, steel tooling is more expensive to produce.
As patterns and coreboxes approach the end of their useful lifespans, chances of producing off-dimension parts increases. Aging patterns and coreboxes sometimes also contain dings and scratches resulting from repeated sand coatings, and the abrasion also gradually roughens the surface finish. If gating components are worn but the pattern plate or corebox is still fully functional, the gating can simply be replaced. The same applies to pattern inserts and ejector pins. However. foundries will often advise customers to replace the pattern or corebox before surface finish or dimensional accuracy is affected by wear.
Other factors that affect the cost of tooling size, number of coreboxes, number of plate cavities, number of gate contacts and the number of pattern inserts. All of these characteristics of tooling determine the overall degree of complexity of the project. The higher the complexity, the higher the cost.
Casting Customers: What to Know About Shell Mold Tooling
Shell mold casting is ideal for medium-to-high-volume production, and is known for its ability to produce part after part with high repeatability, low incidence of defects, high levels of detail and excellent surface finish. Download the Eagle Alloy Quick Reference for capabilities and tolerances. In order for tooling to keep up with the demands of shell molding–namely extreme heat cycles and repeated abrasion–materials are limited to hard, durable alloys like iron and steel. Shell molding is an extremely versatile process, but it's not viable for DIY projects. Shell molding requires high-quality, professional-grade tooling for every single part.
By working with an experienced foundry that uses APQP and technologies like 3D modeling and solidification simulation, tooling complexity can be reduced to a minimum. When developing a new product for shell mold casting, customers should partner with foundries that take product design seriously, and that have the knowledge and experience needed to optimize tooling for every part.
To learn more about the Eagle Group's product design process, check out our blog series here.

Written by Nic Tarzwell
Nic Tarzwell is Chief Technical Officer at Eagle Alloy, Inc. He has been with the company since 2007.