

Eagle Aluminum specializes in permanent molding and greensand casting of aluminum products. In keeping with the Eagle Group's philosophy of continuous improvement, Eagle Aluminum's team is always looking for ways to improve our processes to achieve better quality, greater efficiency and reduced returns. This case study focuses on a recent innovation that dramatically improved the return rate for a line of parts without adding to processing time.
Eagle Aluminum's Permanent Molded Fan Propellers
One of the major entries in Eagle Aluminum's portfolio is our line of permanent molded fan propellers. Produced for a major agricultural equipment company, these props come in a variety of shapes and sizes, ranging from 14" to 55" in blade span. For an overview of the manufacturing, design and finishing processes involved in these products, take a look at our previous Eagle Aluminum case study.
Here we describe a method of measuring the props as they cool that provides accurate feedback on their balance. While Eagle Aluminum previously used standard dynamic and static balancers to balance the propellers before sending them to a balancing firm for final machining, the new method incorporates linear measurements of blade thickness. This adjustment has led to a dramatic decrease in returns, and streamlined the overall supply chain for delivery of the parts.

Finding the Perfect Balance
Fan propellers need to be properly balanced in order to prevent noisy operation and excessive vibration that may lead to early equipment failure. Eagle Aluminum works with a supply chain partner that provides final machining and balancing, but we're accountable for every part that leaves our facility. It's our job to provide parts that are balanced within an agreed-upon tolerance range, so we need to know immediately if any of our parts fall outside that range.
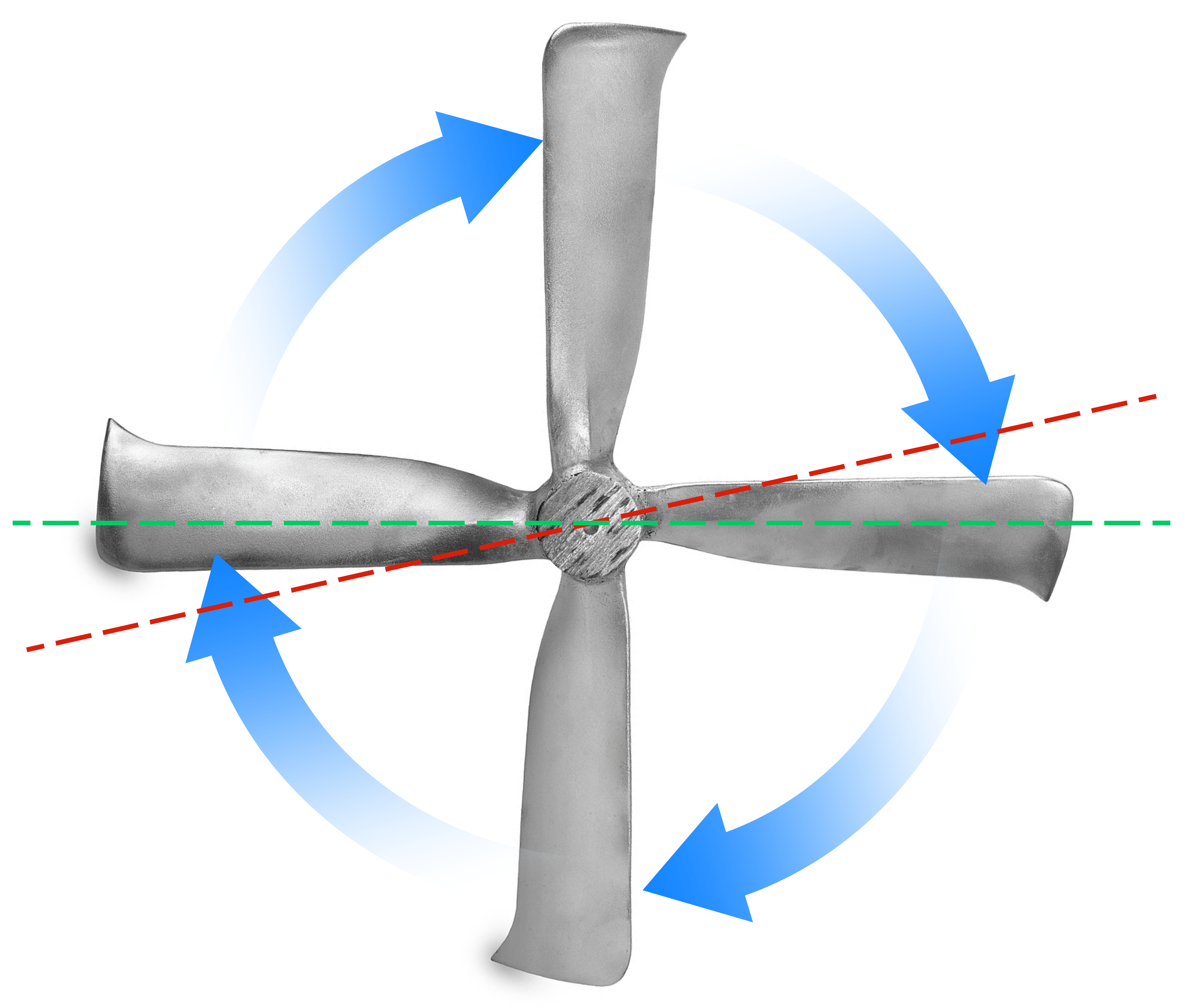
When we inspect propellers for balance, we must consider two planes: rotational and lateral. Rotational balance refers to the evenness in weight distribution as the propeller rotates around a central axis. Extra material on any of the fan blades will produce an imbalanced reading, as will some casting defects. Lateral balance corresponds to the angle at which the blades connect to the center of the prop. If one or more blades are bent, this can also lead to an imbalance.
The dynamic balancer employed by Eagle Aluminum is a standard piece of equipment used to inspect rotating parts. It works by spinning the parts rapidly and measuring any deviations with electronic sensors. The balancer delivers readings in ounce-inches, and can provide information on both rotational and lateral planes.
Ounce Inches (oz/in) are the units of balancing. One ounce inch corresponds to one ounce of extra weight located one inch from the geometrical center of the part.
Eagle Aluminum also makes use of a static balancer, which works by attaching the propeller via a molded pinhole at its geometrical center to a rotational ball bearing apparatus. The propeller is placed with the heaviest blade parallel to the ground, then allowed to move freely. Based on the number of blades and an agreed-upon tolerance range, a balanced prop will rotate a certain number of degrees. Imbalanced props will under-rotate or over-rotate.
Balancing Challenges
Both of these techniques provide some useable data on the balance of our propellers, but they also present a number of issues. The dynamic balancer requires different tooling for different size props, leading to higher start-up costs and more complex changeovers. We also faced challenges related to inconsistent readings between our machines and those of the balancing company. While the props we were shipping out were still within the tolerance range, our measurements were often slightly off from the numbers provided by the balancing company's machines.
While the static balancer is a simple solution that provides basic feedback on balance, it also presents a number of challenges. First, the static balancer is not capable of providing precise data. Operators can tell if a prop is out of balance, but they can't easily see how far out of balance. Second, the static balancer is only capable of measuring imbalance on the rotational plane; it cannot provide feedback on laterally imbalanced blades. Third, the placement of the prop on the balancer (and the expected rotation) also depends on the number of blades. Three and four-blade configurations are easy to mount, but for props with five or more blades it is difficult to find the correct initial position. The system also fails to give precise feedback as to which blade is the cause of an imbalance, or if multiple blades are affected.
To learn about the solution to these balancing challenges, download the full case study below:

Tags: Case Study, Eagle Aluminum, Permanent Mold Casting

Written by Jim Smith, Jr.
Jim Smith, Jr. is the Technical & Sales Manager at Eagle Aluminum Cast Products in Muskegon, MI. Given his father’s career as a mechanical engineer, Jim grew up in foundries and often used castings his father brought home as toys. During his college years and into his first jobs, Jim developed skills in quality, engineering and customer service. Jim joined Eagle Aluminum in 2012 as a Technical Analyst and now manages all of the company’s Technical and Sales functions.